
What is an Industrial Vibration Motor?
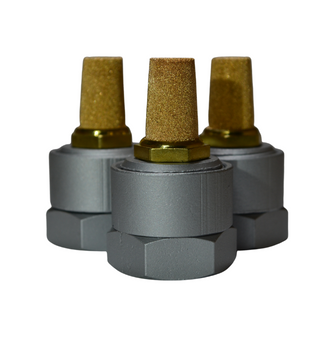
An silo vibration motor is a mechanical device designed to generate controlled vibrations in industrial equipment. These vibrations help improve the movement of bulk materials and prevent material buildup in storage systems such as silos, hoppers, and conveyors.
In many industries such as cement production, mining, concrete batching plants, and bulk material storage facilities, materials can accumulate or compact inside storage containers. An silo vibration motor helps eliminate these problems by creating vibrations that loosen the material and allow it to flow freely.
Because of its effectiveness in improving material flow, the silo vibration motor has become an essential component in modern bulk material handling systems.
How Does a Vibration Motor Work?
An industrial vibration motor works by using rotating eccentric weights attached to the motor shaft. When the motor rotates, these weights create centrifugal force that generates vibrations.
These vibrations are transferred to the equipment where the motor is installed. As a result, the material inside the silo or hopper becomes loosened and moves more easily toward the discharge outlet.
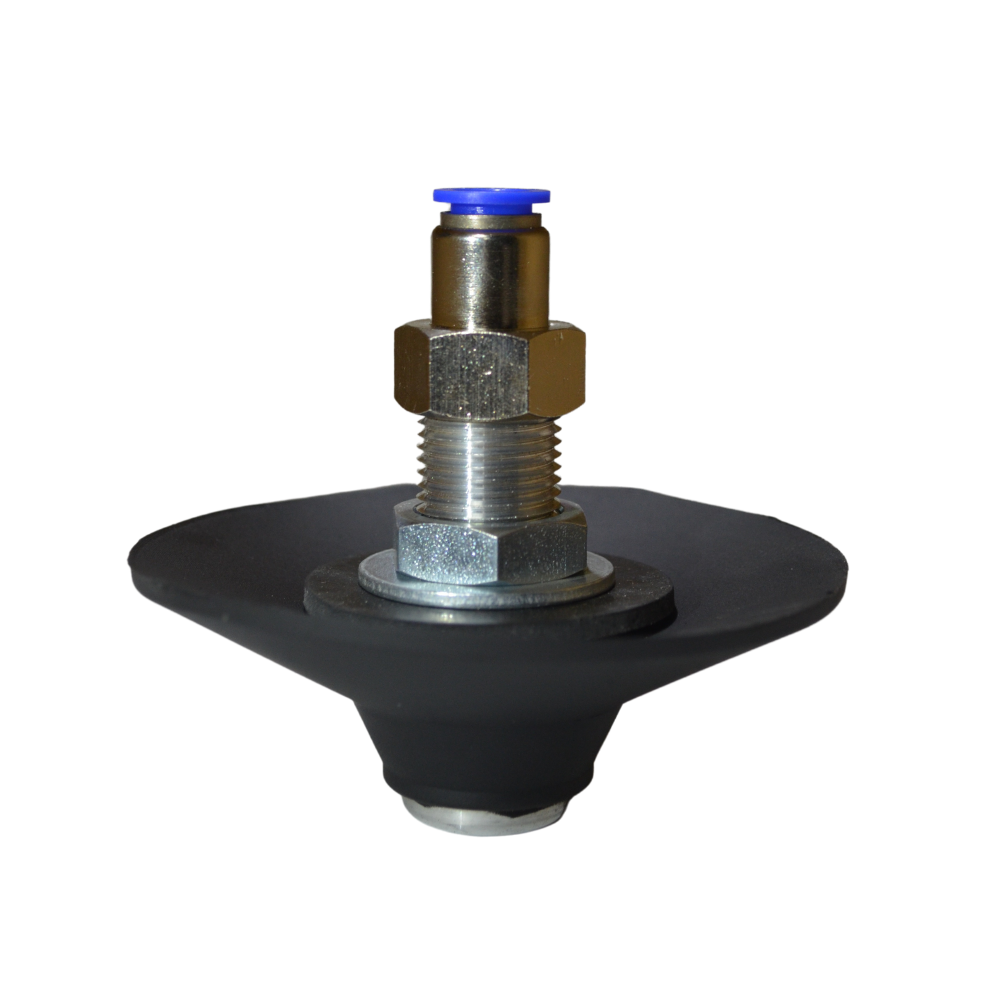
In industrial systems, vibratory motors are typically mounted on silos, hoppers, conveyors, and feeders to ensure smooth material flow.
Advantages of Industrial Vibration Motors
Improved Material Flow
An industrial vibration motor helps bulk materials move freely inside storage equipment.
Prevention of Material Blockages
Using a vibration motor prevents material buildup and bridging inside silos or hoppers.
Increased Production Efficiency
By ensuring consistent material flow, vibratory motors help maintain continuous production processes.
Durable Industrial Design
Industrial vibration motors are manufactured using robust materials designed to operate in harsh industrial environments.
Easy Installation
An industrial vibration motor can be easily mounted on many types of industrial equipment.
Application Areas
An industrial vibration motor is widely used in industries where bulk materials must flow smoothly through storage and processing systems.
Typical applications include:
- cement plants
- concrete batching plants
- silo equipment systems
- bulk material storage silos
- mining and mineral processing plants
- food processing facilities
- chemical production plants
In these industries, vibration motors help maintain reliable material flow and prevent operational interruptions.
Importance of Vibration Motors in Silo Systems
In bulk material storage systems, materials may compact over time and cause blockages that interrupt production. Without proper vibration systems, material discharge may become difficult.
An industrial vibration motor solves this problem by applying controlled vibrations that loosen the material and allow it to move freely toward the outlet.
Because of their reliability and efficiency, vibration motors are widely used in modern industrial silo equipment systems.
Industrial bulk material systems often combine industrial vibration motor equipment with screw conveyor and silo equipment to ensure efficient material handling.
General Features
Type: Asynchronous Motor
IP66 Protection Class
Speed : 3000, 1500, 1000, 750
Efficiency: IE 1
Phase: 3 phase
Voltage: 380 V
https://www.youtube.com/@megatechhelezonuretimi2062