What is a Rotary Valve?
A rotary valve is an industrial device used to control the discharge of bulk materials from silos, hoppers, and conveying systems. It ensures a continuous and controlled flow of materials while maintaining pressure balance between different parts of the system.
Rotary valves are widely used in industries such as cement production, mining, food processing, agriculture, and chemical manufacturing. Materials like cement, grain, powder, pellets, and other bulk solids are commonly handled using rotary valves.
Because of their reliable design, valves play an important role in maintaining efficient material flow in bulk material handling systems.
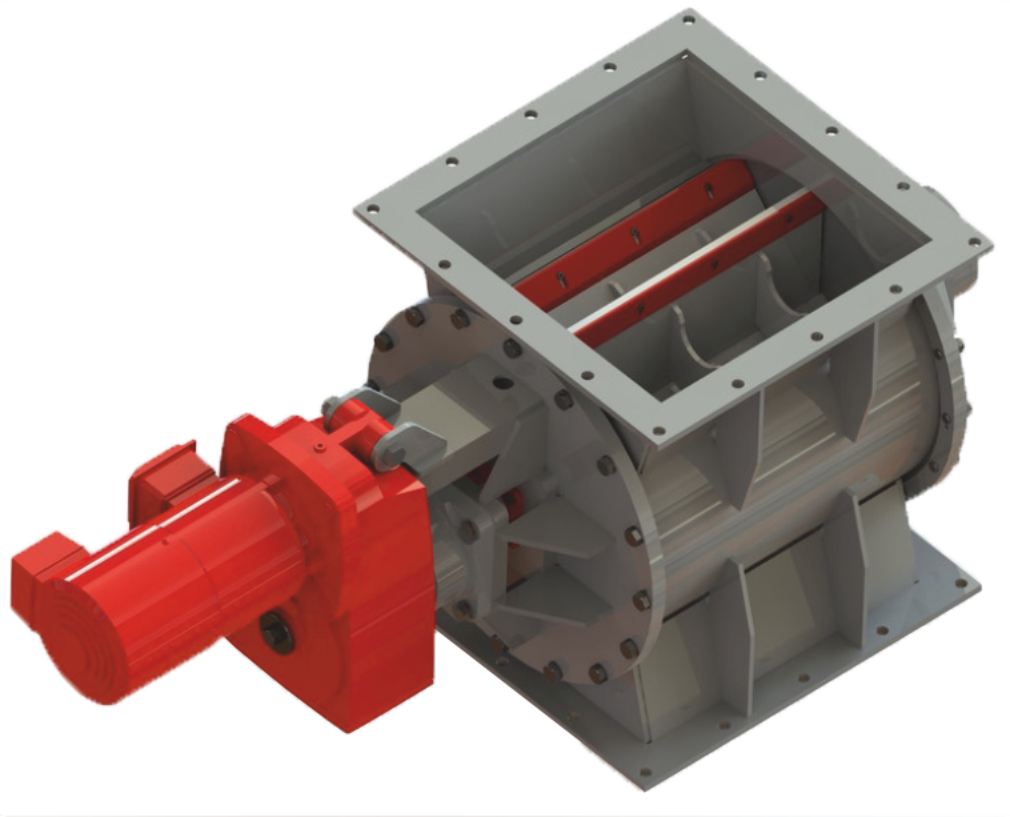
How Does a Rotary Valve Work?
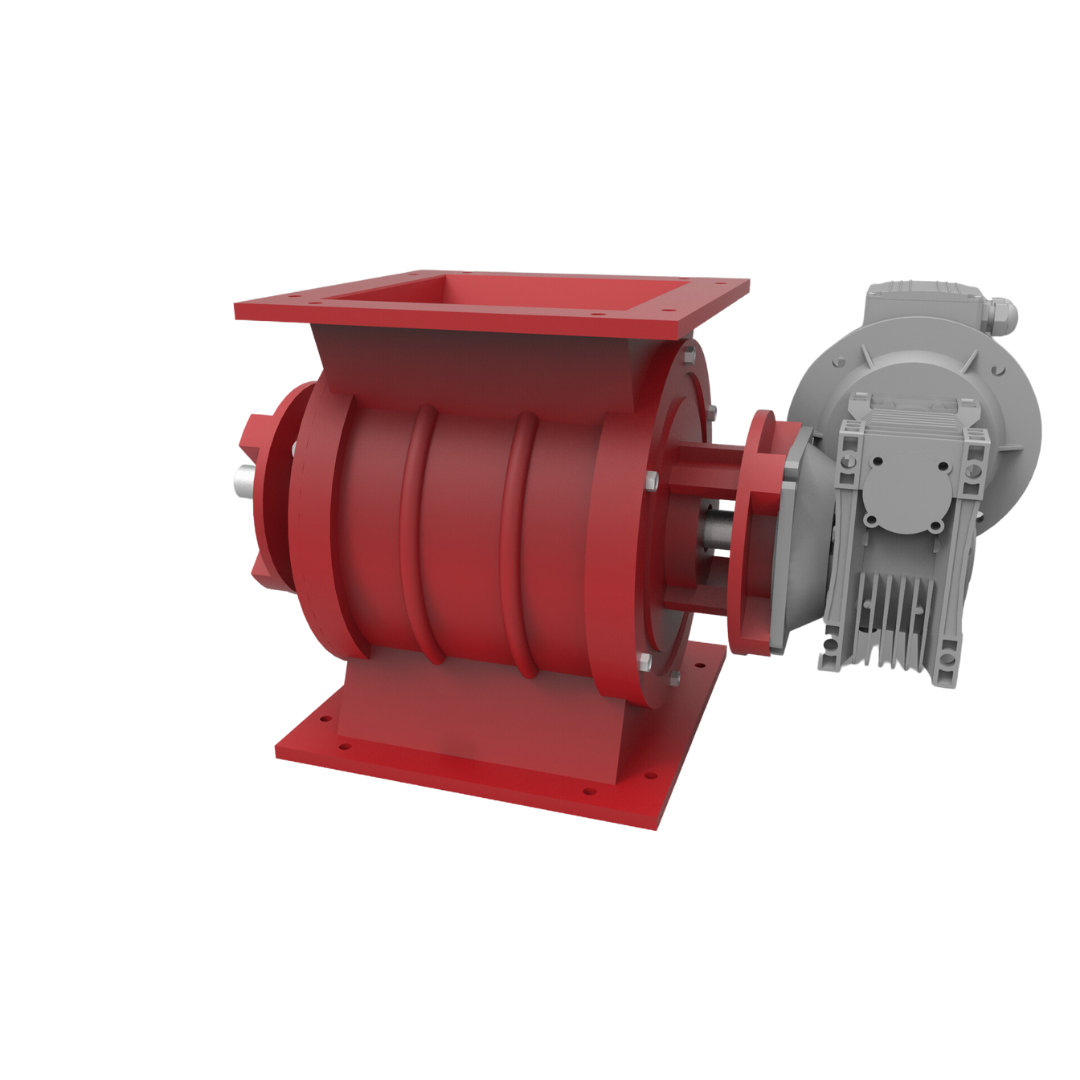
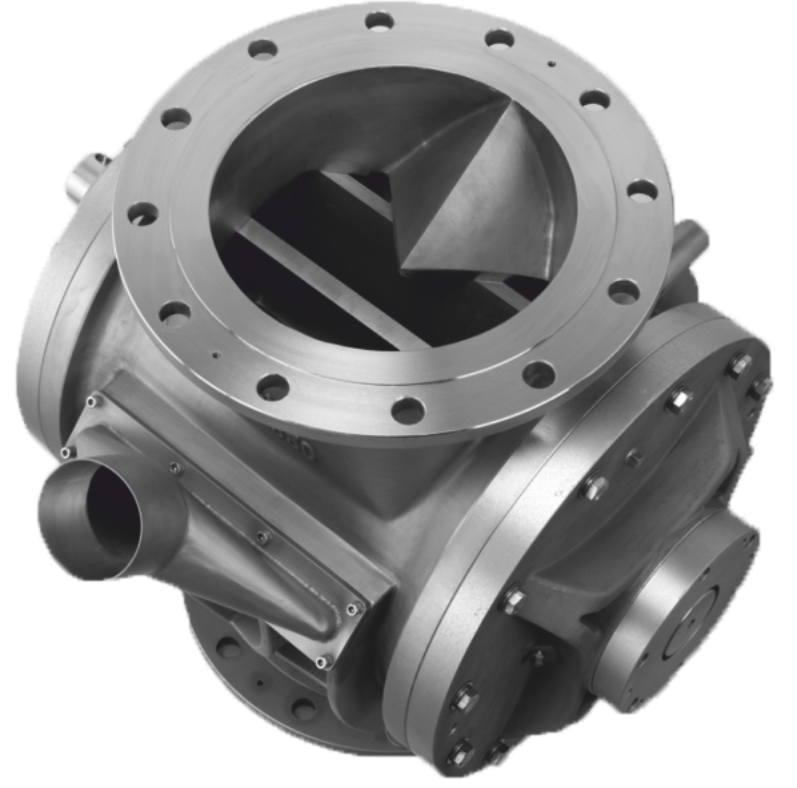
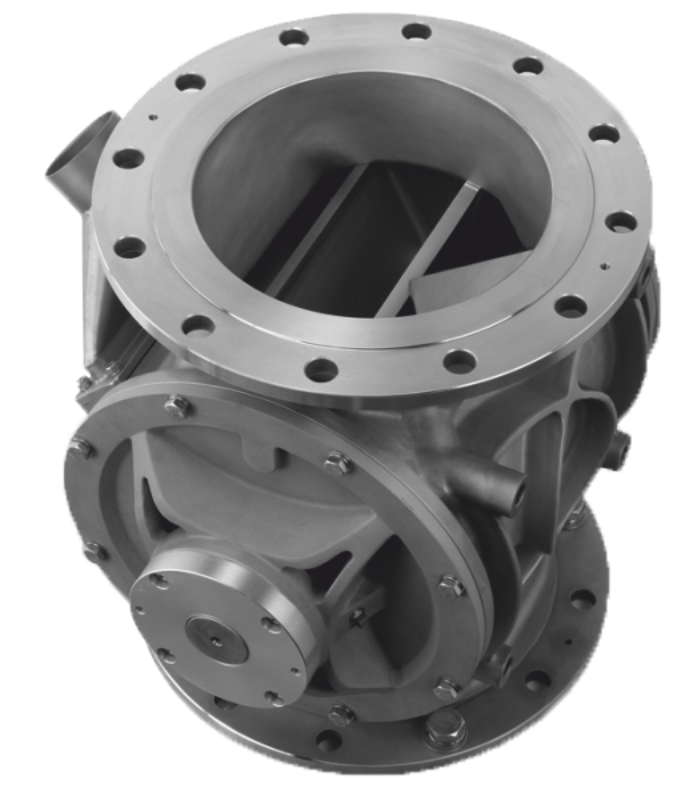
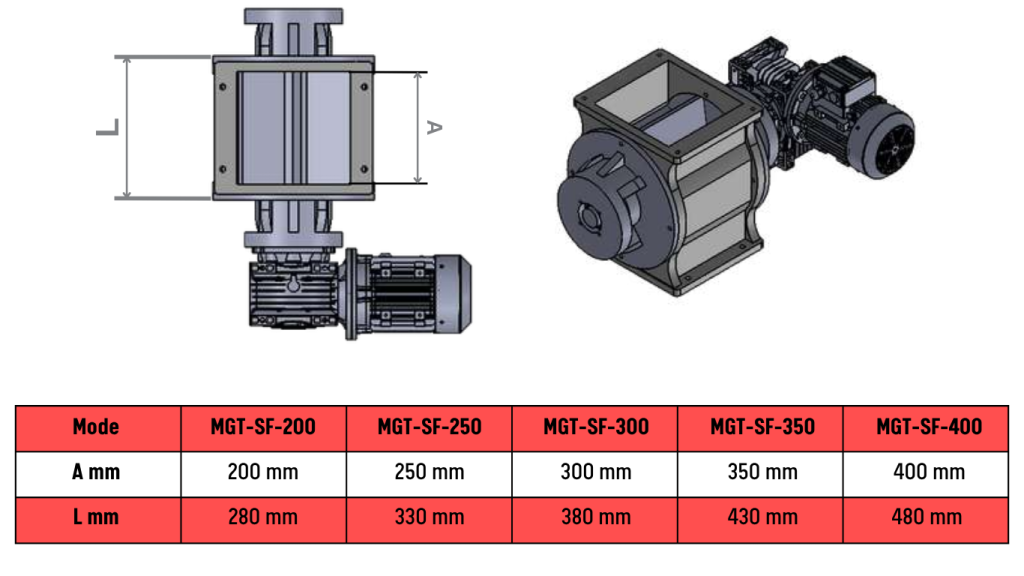
A valve operates with a rotating rotor equipped with multiple blades or pockets. As the rotor rotates inside the valve housing, bulk materials enter the pockets from the inlet and are transported to the outlet.
This rotating motion allows materials to be discharged continuously while maintaining controlled flow and pressure separation between different sections of the system.
Because of this functionality, valves are widely used in pneumatic conveying systems and silo discharge applications.
Advantages of Rotary Valves
Controlled material discharge
A valve ensures consistent and controlled flow of bulk materials.
Continuous operation
valves allow uninterrupted material discharge from silos and hoppers.
Reliable industrial design
Industrial valves are designed to operate in demanding environments.
Pressure sealing capability
They help maintain pressure separation in pneumatic conveying systems.
Durable construction
Rotary valves are manufactured using high-quality industrial materials for long service life.
Application Areas
A valve is widely used in industries that handle bulk materials.
Typical applications include:
- cement plants
- concrete batching plants
- silo equipment systems
- pneumatic conveying systems
- food processing plants
- chemical production facilities
- mining and mineral processing plants
Industrial bulk material systems often combine valve equipment with screw conveyor and silo equipment to ensure efficient material handling.
https://www.youtube.com/@megatechhelezonuretimi2062